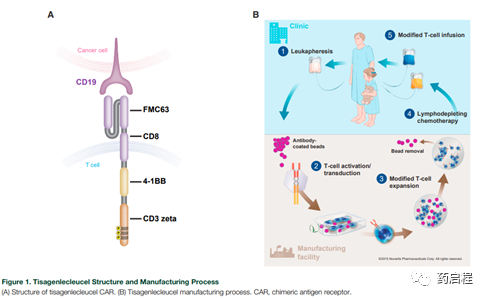
tisagenlecleucel的CAR由一个CD19 (FMC63)特异性的鼠单链抗体片段组成,然后是一个 CD8-a 铰链和跨膜区,融合到细胞内CD3-z信号域和4-1BB共刺激域(图 1A)。41BB结构域作为T细胞激活的共刺激信号,对 tisagenlecleucel的扩增、持久性和抗肿瘤活性很重要[3,13,14]。输注到患者体内后扩张。当 CAR 在体内与靶细胞上的CD19结合时,信号转导开始,导致T细胞活化、细胞因子产生和靶细胞破坏的开始。在B-ALL、慢性淋巴细胞白血病和 DLBCL 患者的临床试验中,tisagenlecleucel的稳健扩增和长期持续性,以及输注后持久的临床反应已得到证实[5,15-17]。
最初的tisagenlecleucel 制造工艺是在宾夕法尼亚大学(美国宾夕法尼亚州费城)的学术中心开发的。此过程随后转移到诺华,随后进行优化和扩展以提供全球临床试验。为了满足不断增长的需求、解决供体变异性和提高产品质量,优化和流程改进是必要的。这些改进侧重于增强合规性、帮助可扩展性和允许全球分销,并形成了当前的制造流程。Tisagenlecleucel在两个集中工厂生产,已成功用于全球临床试验(ELIANA[ClinicalTrials.gov:NCT02435849][5]和 JULIET [ClinicalTrials.gov:NCT02445248][6]),涉及12个国家的50多个临床中心。
在本文中,我们描述了tisagenlecleucel 制造过程、横向扩展过程中遇到的初始挑战,以及在关键试验期间进行的持续改进,以解决最终导致 tisagenlecleucel 商业制造过程的挑战。
Tisagenlecleucel制造工艺
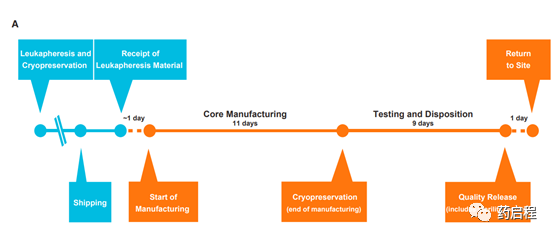
tisagenlecleucel的制造过程(图 1B)从通过白细胞去除术从患者身上收集外周血单核细胞开始。这种经白细胞分离的材料在收集后24小时内冷冻保存,并储存在–120℃以下。然后将冷冻保存的材料运送到制造工厂并储存在 –120℃以下,直到准备好进行进一步加工。
在生产线可用时,患者白细胞去除术材料在受控条件下解冻,然后清洗细胞以去除低温培养基。使用抗CD3/CD28抗体包被的顺磁珠富集、选择和激活 T 细胞,然后用含有抗CD19 CAR转基因的自失活慢病毒载体进行转导[2,13]。转导后,多余的载体和其他残留物从培养物中洗掉,细胞在静态培养中扩增,然后在生物反应器中扩增。
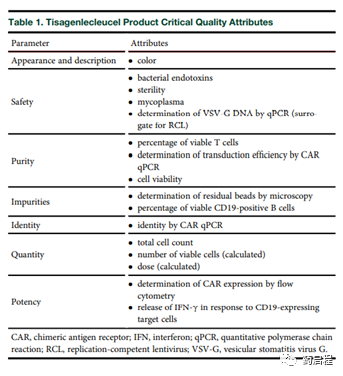
细胞扩增继续离体直到有足够的细胞来满足最终产品剂量要求。对于细胞收获,转导的T细胞通过将它们与珠子分离、洗涤、在不输液培养基中配制、转移到输液袋中并冷冻保存来分离。执行 tisagenlecleucel 的关键质量属性 (CQA)(表 1)测试,并在最终产品发布后,将冷冻保存的tisagenlecleucel运送到治疗地点。一旦患者准备好接受 tisagenlecleucel,细胞就会被解冻并立即注入提供白细胞分离细胞的同一患者体内。
Tisagenlecleucel制造工艺发展历程
早期tisagenlecleucel 研究招募的患者相对较少,这些研究中使用的产品是在宾夕法尼亚大学使用上述流程制造的[3,4,18-20]。从单一学术机构的灵活流程过渡到全球研究招募来自众多临床站点的患者,在两个集中制造中进行制造最终导致商业制造的设施,需要在许多单采和治疗场所以及制造设施之间进行广泛协调[2]。
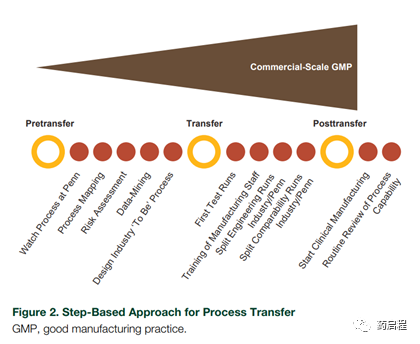
从初始过程扩大生产的一些挑战,包括 (1) 整个制造过程的标准化和表征过程和产品;(2) 同时满足各个国家和地区的特定监管要求;(3) 为手动流程确定经过验证的自动化制造解决方案;(4) 在从 1/2 期临床试验到关键全球试验的过渡期间管理复杂的物流。通过来自学术界、制造、技术开发、质量保证和监管部门的不同技术转让团队的合作,开发了技术转让过程的逐步方法(图 2)。这种合作导致 tisagenlecleucel 制造过程从学术界成功转移到工业界。
Tisagenlecleucel制造的转移
在用于全球临床试验的从学术制造到工业制造的过渡期间,采取了几个步骤来提高工艺性能和稳健性,同时保持 tisagenlecleucel 产品的质量(表 1)。一些关键的过程变化包括加强过程控制以确保一致性,用自动化代替手动过程以确保重现性,验证分析方法以提高一致性,以及使用封闭系统来防止污染。通过方法验证和实施更稳健和/或更快的方法来增加对分析方法性能的理解是技术转让和扩展过程中的重点领域。
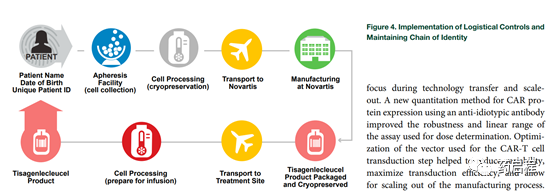
一种使用抗独特型抗体的 CAR 蛋白表达定量新方法提高了用于剂量确定的测定的稳健性和线性范围。用于 CAR-T细胞转导步骤的载体的优化有助于减少变异性,最大限度地提高转导效率,并允许扩大制造过程。慢病毒载体制造工艺也得到改进,以允许在良好生产规范 (GMP) 环境中进行大规模载体生产[2]。
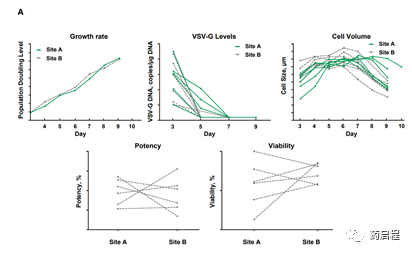
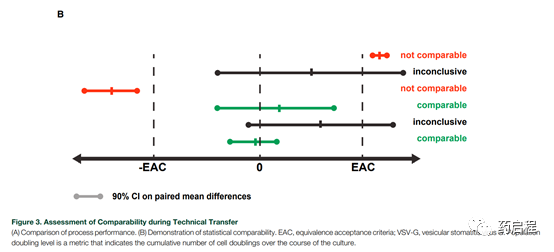
技术转让过程中工艺性能和产品质量的可比性是通过评估选定的参数,如细胞生长速率、细胞大小、效力、活力和去除载体残留物来建立的(图 3A)。对每个 CQA 进行了等效性测试,以证明分析的可比性(图 3B)。等效验收标准的设置取决于对制造过程的理解,并且可以基于方法和/或过程的可变性。
冷冻保存的白细胞分离术被选为优于新鲜材料的首选起始材料,以满足全球试验集中制造的需求,同时为患者管理提供最大的灵活性。低温保存的白细胞去除术允许在制造延迟的情况下延长起始材料的储存,允许可靠和一致的制造,并且最重要的是,为患者提供在最方便和最适合患者的时间进行白细胞去除术的灵活性,如与生产线可用性保持一致。对冷冻保存过程(包括冷冻保存介质、冷冻袋、储存、冷冻运送器、解冻条件和解冻后白细胞去除术材料的稳定性)进行了广泛评估,并对使用冷冻保存起始材料的制造过程进行了优化和验证,以用于儿科和年轻成人患者B-ALL 和成人 DLBCL 患者。
计划并实施了后勤控制以满足预计的患者需求。供应商和服务提供商均符合GMP标准,并建立了合作伙伴关系,以确保关键原材料的长期供应。使用定制软件开发了一个控制监管链的系统,以在将白细胞去除术材料从诊所运输到制造的tisagenlecleucel返回期间跟踪患者身份,确保患者被注入自己的细胞(图 4)。
在临床试验期间进行了正式的工艺验证。tisagenlecleucel 的CQA是基于患者安全的标准测试以及临床疗效的产品特异性标志物确定的。使用基于风险的方法表征过程性能并建立关键控制参数。建立了稳健的产品发布流程,以根据商业标准验证每种患者特异性 tisagenlecleucel 产品(表 1)的安全性、纯度、特性和效力。
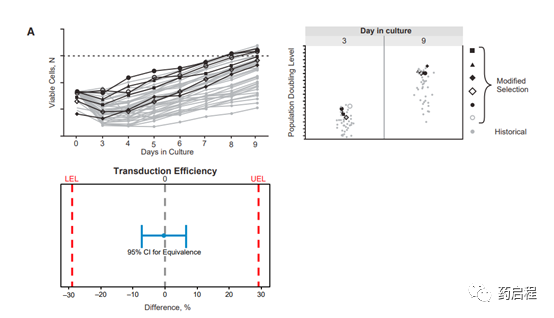
Tisagenlecleucel临床试验期间的早期挑战和随后的流程改进早期,与满足多中心试验的制造需求和适应观察到的白细胞去除术材料中观察到的患者间差异相关的后勤挑战导致注册和输注之间的退出率高于预期。为了应对这些挑战,我们进行了改进,以提高制造能力、工艺稳健性、工艺成功率和产品质量,并缩短生产时间,如下所述。在临床试验中获得的制造经验与工艺特性相结合,有助于确定需要改进的特定领域。例如,T 细胞富集的初始过程使用多种途径来适应传入的患者白细胞去除术材料的细胞群组成的可变性。对不同选项的实验和评估导致 T 细胞富集步骤优化为单一改进途径,用于一系列传入细胞群。这些对 T 细胞富集过程的修改导致生产流程简化,细胞生长动力学得到改善,产品质量相当。如图 5A 所示,使用这种改进的选择方法与历史方法相比,细胞生长曲线和种群倍增具有可比性;基于等效性测试证明了这些方法的可比性,这些测试表明使用修改过的过程产生的细胞的转导效率与使用历史过程产生的细胞相当或更高。
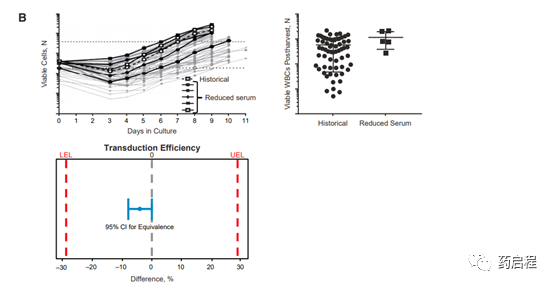
培养基中使用的人 AB 血清量被确定为潜在的限速步骤,需要减少以克服全球供应限制。降低培养基中的血清浓度会产生具有相同生长动力学和产品质量的更可持续的过程。如图 5B 所示,减少血清批次中的细胞生长曲线和活白细胞数量在历史制造运行的范围内。等效性测试证明了使用不同过程生成的细胞的转导效率的可比性。
制造过程中的另一个限速步骤是通过标准药典方法进行无菌测试所需的时间。验证和使用更快速的基于定量聚合酶链反应的支原体无菌检测减少了产品发布前进行无菌测试所需的时间。tisagenlecleucel 制造过程中的严格无菌测试是整体无菌保证策略的一部分,以确保 tisagenlecleucel 不含潜在污染物。这种经过验证的方法可确保质量标准符合区域和全球监管要求。
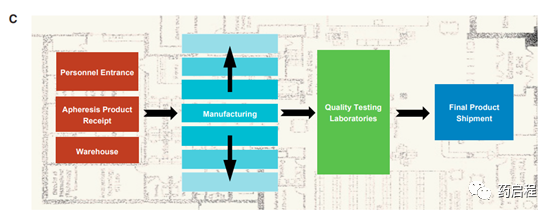
设施和运营改进对于满足全球临床需求是必要的。这些改进包括提高制造能力、减少生产时间和降低患者辍学率等措施。人员配备进行了优化,以接收增加的样品量,并相应增加洁净室容量。模块化设施设计允许灵活地通过不断发展的制造平台进行横向扩展,并能够制造多种适应症的产品(图 5C)。随着患者需求的增加,通过优化培训计划、增加人员、轮班、优化流程和物流来减少处理时间。引入了一个自动电子订购系统,以确保从白细胞去除术收集到制造再到最终将制造的产品运输到临床现场的身份链和监管链都得到维护。运输物流是确保患者及时收到药物的关键,我们对其进行了评估。该评估还包括冷冻运输机的设计、温度控制机制和提供运输服务的快递员。确定需要改进的领域并通过适当研究支持的过程改进来解决这些问题,有助于在关键试验期间优化制造过程。
最近,由于输入的患者材料的可变性增加,在为患有 DLBCL 的成年患者制造的商业产品中观察到活细胞百分比的可变性。尽管存在这种可变性,但这些产品中的大多数仍然能够施用于患者。
通过优化的Tisagenlecleucel 商业制造获得制造成功和低制造量时间
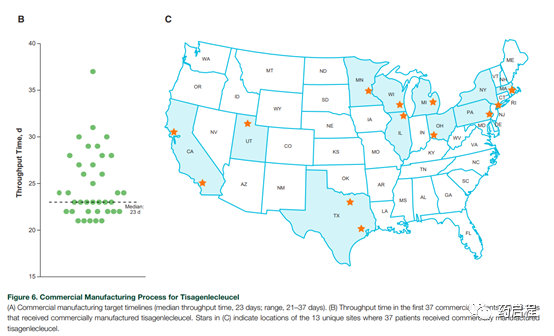
在正在进行的临床试验期间,制造过程中的持续改进导致了 tisagenlecleucel 的一致和优化过程,该过程能够适应试验期间在传入的白细胞去除材料中观察到的变化(图 6A)。这使得为制造周期制定了 22 天的目标,并在商业环境中实现了相当高的制造成功率。这些变化首先在开发研究中进行评估,然后在证明变更后产品的可比性后在临床试验中引入,这是确保患者获得质量一致的产品所必需的。基于前37种用于B-ALL的商业生产的 tisagenlecleucel产品(截止日期,2018年1月30日),当前流程显示从在将 tisagenlecleucel 返回临床站点的制造设施(包括运输时间;图 6B)。在此期间,商业患者订单来自美国广阔地理区域的13个治疗点(图6C)。正在进行的工艺改进也有望进一步减少制造生产时间。
年龄小于3岁的患者被排除在 ELIANA研究之外[5];然而,在商业环境中为其制造 tisagenlecleucel 的最年轻患者为2岁。该患者的通过时间为24天。3岁以下患者的生产将继续受到监测和评估,以确保T细胞的可用性以开始生产,并确保能够为这些年轻患者提供适当的剂量。
Tisagenlecleucel产品特性
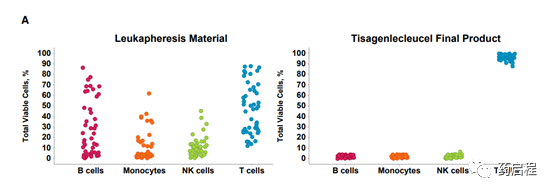
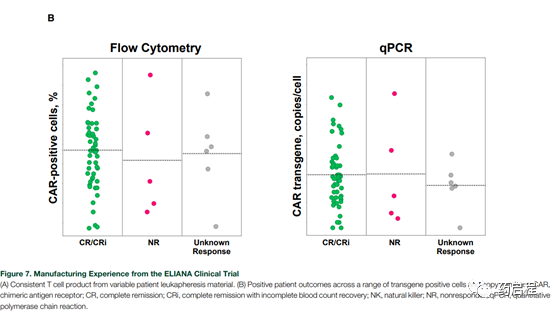
广泛的产品测试证明了制造过程中的产品质量始终如一。在 ELIANA试验中对T细胞群的评估(图7A)表明,从可变的患者白细胞去除术起始材料中开发出一致的T细胞产品。CAR 表达和每个细胞的转基因拷贝的分析显示稳定的载体整合与在允许范围内观察到的阳性临床结果(图 7B)。在可接受的效力测定结果的完整范围内也观察到了积极的临床结果,并且临床研究期间的临床反应、安全性和体内扩增不受所选产品特性的影响[16,21]。
结论和未来方向
目前tisagenlecleucel的制造工艺反映了具有复杂制造工艺的细胞疗法如何成功地扩展、简化和优化,以确保为全球患者群体提供高质量的产品。通过专注于增强的关键领域,在不影响产品完整性或效力的情况下,tisagenlecleucel的制造过程得到了优化,并实现了生产效率。在全球多中心试验中,tisagenlecleucel的集中制造已经积累了相当多的经验。通过不断的评估和改进,开发了一种一致且稳健的tisagenlecleucel商业制造工艺。当前的制造过程基于前37名商业患者(对于 B-ALL),导致从制造工厂收到白细胞去除材料到制造的tisagenlecleucel 返回临床站点的中位时间为23天,包括运输时间。预计正在进行的、持续的工艺改进将导致tisagenlecleucel制造的进一步增量增强,并进一步减少从接受白细胞去除术材料到返回制造产品的生产时间。
编辑:小果果,转载请注明出处:https://www.cells88.com/cells/myxb/7924.html
免责声明:本站所转载文章来源于其他平台,主要目的在于分享行业相关知识,传递当前最新资讯。图片、文章版权均属于原作者所有,如有侵权,请及时告知,我们会在24小时内删除相关信息。
说明:本站所发布的案例均摘录于文献,仅用于科普干细胞与再生医学相关知识,不作为医疗建议。
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫